Printing process and control
Vacuum aluminum composite packaging materials mainly include BOPP/PE/VMPET/PF, BOPP/VMPET/PE and PET/VMPET/PE.
1. Process flow
After printing, BOPP film or PET film is compounded with polyester aluminized film by dry compounding process or extrusion compounding process, then compounded with dry heat-sealing layer by dry compounding process, finally obtained through slitting and bag making. Finished product. Milk powder packaging bags belong to the terminal package of milk powder, so there is a high requirement for their printing quality and composite quality. Therefore, high quality composite ink and dry composite adhesives should generally be selected.
2. Ink viscosity control
The viscosity of the ink directly affects the ink transfer rate, leveling properties, blade suitability and other properties, and is the most important indicator of ink performance. In the printing process, by adjusting and controlling the viscosity of the ink, the ink meets the needs of the printing process, and the consistency and balance of the color in the printing process are achieved. Changes in ink viscosity affect the ink's color density and transfer performance. Drying speed and so on. When the viscosity is high, the color concentration is relatively high, and vice versa, the color concentration is also relatively reduced; the viscosity change can also directly affect the ink transfer rate, thereby affecting the color of printed products, especially for lighter products, the effect is more obvious. Therefore, in the gravure printing production, the viscosity of the ink must be strictly controlled. Generally, the working viscosity of the ink should be controlled at about 15 to 26 seconds (3# Zahn cup), and can be based on the printing speed. Plate depth and color requirements are adjusted.
The fast ink separation speed at high speed printing requires the ink to work at a lower viscosity, otherwise it will affect the ink transfer effect. Some lower-grade inks, such as watermarks and other defects, appear when the viscosity drops to a certain level, so low-grade inks cannot adapt to the requirements of high-speed printing. Deeper printing plate, such as line version. The field version requires a higher viscosity of the ink, while the shallower, especially the high gloss part of the layout requires a lower viscosity. In addition, inks with good performance and a wide range of viscosity should be used as much as possible.
For printing inks, ink viscosity is determined by factors such as the proportion of solvent added, the solubility of the solvent to the ink, the temperature of the ink, and the solvent balance.
(1) The proportion of the solvent (relative amount)
In actual production, the ink viscosity is mainly reduced by adding a solvent. Solvents used in gravure printing inks are typically alcohols, benzenes, and esters. Ketone solvents. If the dispersed ink can be diluted in any proportion, the viscosity decreases regularly with increasing solvent content. However, in fact, some inks add more solvent and the viscosity decreases slowly. Some inks have a sharp drop in viscosity after adding a small amount of solvent. Excessive addition of solvent will cause the edges of the imprinting to be indistinct, and when the dilution exceeds a certain proportion, the viscosity of the ink will tend to be constant and cause white spots. Watermark, poor gloss and other printing problems.
When diluting the original ink with a solvent, it is necessary to slowly pour it into the solvent while stirring. Rapidly diluting the ink with a large amount of solvent will cause “solvent impact†and cause the local solvent proportion of the ink to be out of balance, and the uniformly distributed pigment in the resin is exposed. Lost gloss.
(2) The solvent's ability to dissolve ink
The solvent added has good dissolving power for the ink and the viscosity of the ink is low. Therefore, under the same solvent ratio, the ink composition of different solvent combinations is not the same. Usually the solvent is not used alone, considering the solvency. Drying speed. Economical and environmental protection requirements, use more mixed solvents.
The dissolving power of the mixed solvent is not a weighted average value of the dissolving power of the single solvent. Usually, the mixed solvent is more soluble than a single solvent. For specific inks, specific solvents and ratios should be used. If the wrong solvent is used, the ink will appear to be solidified, precipitated, discolored, etc. when it is severe, and it can be found in time; when the effect is slight, the ink seems to have dissolved, but it will appear discolored and blocked during the printing process. Water marks and other phenomena.
(3) Ambient temperature and ink temperature
Due to the circulating motion of the ink and the heat generated by the printing machine friction, the temperature of the ink gradually changes and causes the ink viscosity to fluctuate. Tests have shown that a 1°C temperature change results in a 3% change in viscosity. therefore. In winter, the ink should be avoided outdoors. If gelation occurs, it must be warmed up in advance to reduce the temperature change of the ink itself. The ink temperature not only affects the viscosity of the ink, but also reduces the drying speed, transfer rate, and dot. The gloss of the print produces a series of effects.
(4) Volatilization of Ink Solvent in Ink Tank
Since the volatilization of the solvent affects the working viscosity of the ink, it is necessary to add the solvent in time. Gravure inks use strong dissolving power. With the evaporation of the solvent, the solvent in the ink continuously evaporates as the printing progresses, which will increase the viscosity of the ink. For this purpose, attention should be paid to changes in the viscosity at any time during printing, and viscosity controllers or artificially supplemented solvents should be used in accordance with the loss of the solvent in order to maintain the viscosity stability.
(5) Solvent imbalance
Due to the different solvent volatility, there will be some solvent volatilization during the printing process. If the solvent is volatilized first, the proportion of the solvent in the ink will be destroyed, and thickening and even resin precipitation will occur. Therefore, in the printing process, if the printing ink consumption is small, you should add the solvent in time; when the ink solvent balance is poor, you should add some slow evaporation solvent.
3. Ink drying control
The drying speed of the ink on the hue level of the print, residual solvent. The odor has a decisive influence. The purpose of adjusting the ink drying performance in the production process is to control the drying speed of the ink.
Gravure ink belongs to volatile drying ink. When printing, according to the specific printing and drying conditions (drying time, drying air temperature, drying wind speed and environmental conditions, etc.), adjusting the drying performance of the ink is an important condition for ensuring the smooth printing. .
(1) Drying speed of ink
The general principle of choosing the ink drying speed is that the ink can be well transferred from the gravure network, and the solvent has good solvent balance and leveling after the transfer; after the ink is transferred to form the ink film, the solvent in the ink layer is instantaneously removed from the system. Escape, so that prints quickly dried graphics. When the ink is drying too fast, the following problems may be caused:
1 The ink in the gravure net point reaches the substrate at the instant, because the solvent volatilizes too quickly, the viscosity increases to reduce the ink transfer rate, affect the color of the printed product, produce high light part under ink, dark tone part of the ink flow bad, dry version Print failures.
2 Some solvent volatilizes too quickly and the system loses its balance and the resin is insoluble. Turbidity, local gel and other resin whitening phenomenon. At the same time, due to the rapid decrease of the temperature of the ink layer, the water in the air will be dissolved into the ink by the water droplets, causing “whitening†of the gel, resulting in poor gloss of the printing ink layer.
3 The ink is excessively dry and the friction between the printing plate and the blade is increased, which makes it difficult for the blade to scrape off the plate surface ink, resulting in printing failures such as knife lines.
When the ink drying speed is too slow, the residual solvent may increase, resulting in odor in the adhesion and packaging of the printed product. In the non-graphic part, a trace amount of ink is transferred to the substrate to form a stain, which may adversely affect the post-process of compounding. .
(2) Factors that affect ink dryness
1 The initial quality of ink. The initial dryness of the ink is affected by the solvent. Resin on the release of the solvent, the particle size of the pigment and other factors. In fact, the inks that are suitable for different printing speeds and plate conditions are different in the initial dry design.
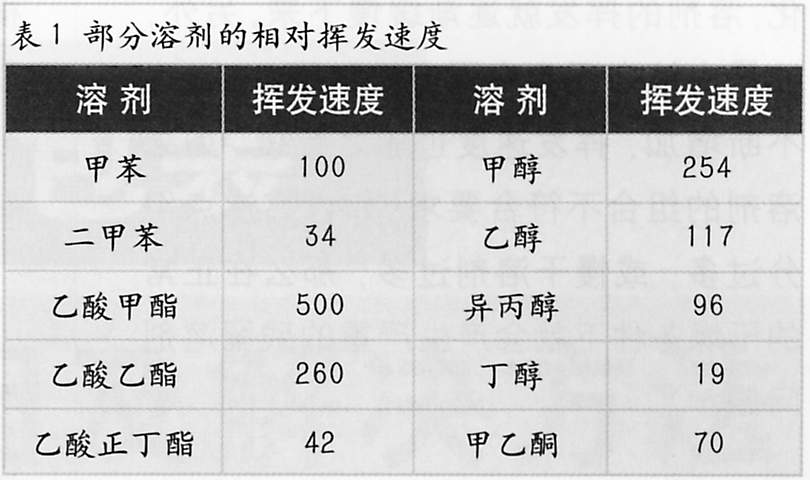
2 Mixing solvent volatilization speed. Solvent evaporation drying mechanism of gravure ink. The volatilization rate of the solvent directly determines the drying performance of the ink. Table 1 lists the relative volatilization rates of common solvents.
The volatilization rate of the solvent in the gravure ink is not only related to the type of the solvent used, but also related to the release of the solvent by the resin and the pigment. Under normal circumstances, the volatilization rate of the mixed solvent in the ink is lower than that of the pure solvent. Therefore, gravure inks use more mixed solvents and adjust the most suitable solvent volatilization rate by combining different types and different ratios of solvents.
Since the gravure ink uses a mixed solvent, when the printing ink forms a film on the substrate, the volatile solvent first escapes, and the weakly volatile component is retained, the solvent component changes, and the solvent volatilizes gradually. Slow down. In addition, as the ink gradually changes from liquid to solid, the viscosity increases and the volatilization rate also slows down. If the combination of solvents does not meet the requirements, such as excessive high-boiling components or excessive slow-drying solvents, then Severe residual solvent problems can occur in dry conditions.
Essential oil facial essence,Astaxanthin facial essence,Highly absorbable facial essence,Water essence facial essence
HomeSafe Group , https://www.homesafebio.com